
© Henan Guoxin Machinery Manufacturing Co., Ltd. All Rights Reserved.



Industrial microwave drying technology represents a shift from traditional surface-conductive heating to volumetric heating. By using electromagnetic waves at frequencies of 2450 MHz, water molecules ...
Industrial microwave drying technology represents a shift from traditional surface-conductive heating to volumetric heating. By using electromagnetic waves at frequencies of 2450 MHz, water molecules within the material vibrate at high speeds, generating heat through friction. This process allows moisture to evaporate from the core to the surface simultaneously, significantly accelerating dehydration while ensuring uniform thermal distribution.

Unlike conventional hot air or steam drying, microwave dehydration provides a “non-contact” heating method that offers several industrial-grade benefits:
Rapid Dehydration: Reduces overall drying time by 60%- 90%compared to traditional methods.
Simultaneous Sterilization: High-frequency waves disrupt the DNA and protein structures of bacteria, mold, and larvae, achieving effective microbial reduction at lower temperatures (typically 75°C – 90°C).
Nutrient & Color Preservation: Short exposure times and low-temperature operation prevent the degradation of heat-sensitive compounds, maintaining the natural color, aroma, and active ingredients of the product.
Uniform Volumetric Heating: Heat is generated internally, eliminating the “case hardening” (dry outside, wet inside) common in hot-air systems.
Energy Efficiency: Heat is only generated within the material itself; the chamber walls remain cool, resulting in minimal thermal loss and an energy-saving rate of over 30%.

The industrial microwave system is a multi-functional unit capable of drying, de-enzyming, and sterilizing a wide array of industrial and food-grade materials.
Seasonings & Spices: Chili powder, ginger powder, garlic flakes, and mixed spices.
Nuts & Seeds: Walnuts, peanuts, melon seeds, and macadamia nuts (drying and roasting).
Instant Foods: Instant noodles, rice flour, and convenience meal heating/sterilization.
Snack Foods: Beef jerky, fruit chips, and vegetable crisps.
Root & Leaf Herbs: Ginseng slices, goji berries, and various floral teas.
Pills & Powders: Sterilization and drying of traditional Chinese medicine pills and concentrated powders.
Chemical Solids: Catalysts, ceramic embryos, and mineral powders.
Wood & Paper: High-speed drying of cardboard, timber, and bamboo products.
Textiles & Hygiene: Sterilization of masks, sanitary products, and latex foam.
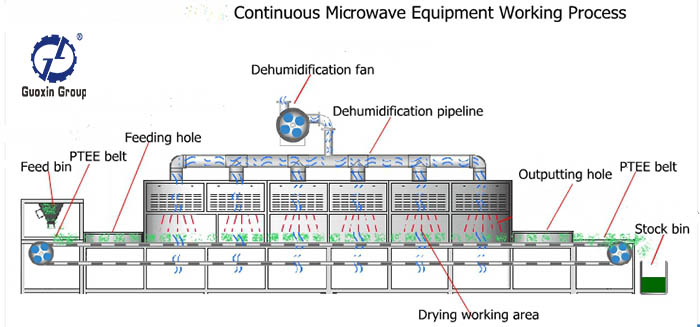

For large-scale industrial operations, the Tunnel Microwave Dryer is the standard configuration. This system is designed for 24/7 continuous operation with a focus on automation and process stability.
Modular Design: Power output is adjustable by activating or deactivating specific magnetron sections.
PLC Control System: Real-time monitoring of belt speed, temperature (via infrared sensors), and moisture levels.
Hybrid Integration: For high-moisture materials, the microwave unit is often placed after a Mesh Belt Dryer or Heat Pump Dryer to serve as a “fast-finishing” and sterilization stage, optimizing the total cost of operation.
| System Type | Power Range | Application Scale | Primary Function |
| Batch Microwave Cabinet | 6kW – 20kW | Pilot Plants / R&D | Testing & Small Batches |
| Tunnel Microwave Dryer | 30kW – 200kW | Industrial Factories | Continuous High-Volume |
| Sterilization Line | Custom | Food Safety Processing | Microbial Control |
The decision to transition to microwave technology is driven by the need for process precision and operational hygiene.
Zero Secondary Pollution: No combustion gases or oil residues come into contact with the material.
Instant Start/Stop: Unlike steam boilers that require pre-heating, microwave systems reach full power immediately, reducing downtime.
Space Efficiency: Due to the rapid drying speed, a microwave tunnel requires a significantly smaller footprint than a 50-meter traditional drying oven.
Q1: Will microwave drying affect the chemical structure of my product?
A: When operated within the correct temperature range (45°C – 90°C), microwave drying is more gentle than high-temperature hot air. It is widely used in the pharmaceutical industry specifically because it preserves the molecular integrity of active compounds.
Q2: What is the lifespan of the magnetrons?
A: Industrial-grade magnetrons typically have a lifespan of 5,000 to 8,000 hours. Our systems feature independent power supplies, allowing for the replacement of individual magnetrons without shutting down the entire production line.
Q3: Is the microwave radiation safe for operators?
A: Yes. Our equipment is built with high-grade stainless steel shielding and microwave suppression systems. Leakage levels are maintained far below international safety standards (<5 mW/cm²), ensuring a safe working environment.
Q4: Can microwave systems dry materials with very high initial moisture?
A: While possible, it is most cost-effective to use microwave technology for materials with an initial moisture content below 30%, or as a secondary drying stage. For slurry or high-moisture bulk solids, a hybrid approach (Hot Air + Microwave) is recommended for maximum ROI.
Guoxin Group specializes in integrating microwave technology into existing food and industrial production lines. We provide:
Material Testing: Send your samples for a moisture analysis and drying curve report.
Power Optimization: Calculating the exact kW requirement based on your hourly output targets.
Hygienic Design: SUS304 construction with easy-clean conveyor systems.

Commercial Durian Dehydration: Preserving Quality with Heat Pump Technology

Milk Powder Drying – Parameters for Consistent Final Moisture and Functional Properties

Dehydrated Vegetables for Instant Noodle Seasoning – Drying Parameters for Consistent Quality in Seasoning Packs

Sun-Dried Tomato Drying – Parameters for Industrial Production of Consistent Tomato Slices