© Henan Guoxin Machinery Manufacturing Co., Ltd. All Rights Reserved.



Release time:2026-06-11
Industrial continuous multi-tier mesh belt green plum dehydrators deliver a raw material processing throughput of 1,500 kg/h to 10,000 kg/h+, reducing moisture content from a wet harvest baseline of 80% to 85% down to a shelf-stable equilibrium of 15% to 18% while achieving up to 45% to 60% savings in utility fuel consumption compared to traditional batch rotary or single-pass hot-air drying rooms.
The mountainous karst topography and high-altitude microclimates of Guizhou Province provide ideal cultivation conditions for premium green plums (Prunus mume). The combination of mineral-rich soils, distinct seasonal rainfall, and sharp diurnal temperature variations concentrates high matrices of organic acids (principally citric and malic acids), structural pectin, and complex flavor precursors within the fruit flesh.
Post-harvest processing, however, faces a severe thermodynamic bottleneck. Fresh Guizhou green plums possess an exceptionally high moisture content of 80% to 85% and a highly sensitive, easily bruised outer skin. Traditional sun-curing or slow batch tray ovens expose the high-sugar, high-acid fruit to protracted drying cycles. This slow rate triggers rapid anaerobic fermentation, localized mold propagation, and severe enzymatic browning.
Furthermore, if the drying temperature is uncalibrated, the organic sugars undergo immediate caramelization. This turns the vibrant fruit a dull, scorched black, while trapping moisture around the dense internal stone, leading to rot during subsequent bulk storage.
Transitioning from labor-intensive manual batch drying to a continuous automated mesh belt system requires precise control over convective heat vectors and material transit speeds to balance the evaporation rate between the plum skin and the dense internal stone.
Raw Intake -> High-Pressure Flotation Wash -> Automated Leveling -> Multi-Zone Thermal Profiling -> Direct Bulk Packing
Subjecting fresh plums to immediate high-temperature drying causes the moisture on the skin to flash off too quickly, resulting in skin splitting, juice leakage, and surface case hardening. This hard exterior shell traps moisture inside the plum flesh, ensuring eventual batch spoilage.
The Engineering Solution: Our continuous processing lines utilize a Multi-Tier Convective Air-Recirculation Architecture driven by a centralized Siemens PLC framework. In the initial intake stage (Zone 1), the plum bed encounters high-volume, moderate-temperature air at 65°C to 75°C. This rapidly vaporizes surface water from the washing stage while conditioning the plum skin to remain elastic and porous, establishing an open path for internal vapor diffusion.
As the plums drop down to the lower conveyor tiers, the internal sugars become more concentrated, increasing the risk of thermal scorching and blackening.
The Engineering Solution: The PLC automation steps down the processing temperature in the intermediate and final zones to a stable 50°C to 60°C. High-efficiency axial fans alternate air vectors vertically (up-draft and down-draft) through the moving product bed. This uniform thermal field ensures that moisture migrates outward from the central stone at the exact same rate it evaporates from the surface. This prevents Maillard browning and preserves the natural golden-yellow or translucent amber-green color profile required by premium global confectionery and beverage buyers.
For commercial fruit cooperatives and processing syndicates in Guizhou, managing the net energy expenditure per dry metric ton is critical to maintaining healthy wholesale export margins.
Sensible Heat Recovery Infrastructure: Standard single-pass agricultural dryers continually vent hot, moist air into the atmosphere, wasting massive amounts of thermal energy. Guoxin’s continuous conveyor lines integrate a Sensible Heat Recovery Loop. The warm, unsaturated air from the cooling and final drying segments is captured, filtered through inline particulate screens, and fed back into the main burner induction plenum to pre-heat incoming ambient air.
Flexible Combustion Systems: The primary combustion chamber can be tailored to utilize locally available cost-efficient utilities, including automated biomass gasification burners (fueled by local agricultural wood residues), natural gas lines, or centralized factory steam loops. This thermal layout cuts overall factory energy consumption, providing a significant reduction in operating expenses (OPEX) and accelerating equipment amortization timelines.
To maximize production efficiency and eliminate intermediate storage degradation, the entire line—from wet pre-treatment to final dry packaging—is integrated into a single continuous automated sequence:
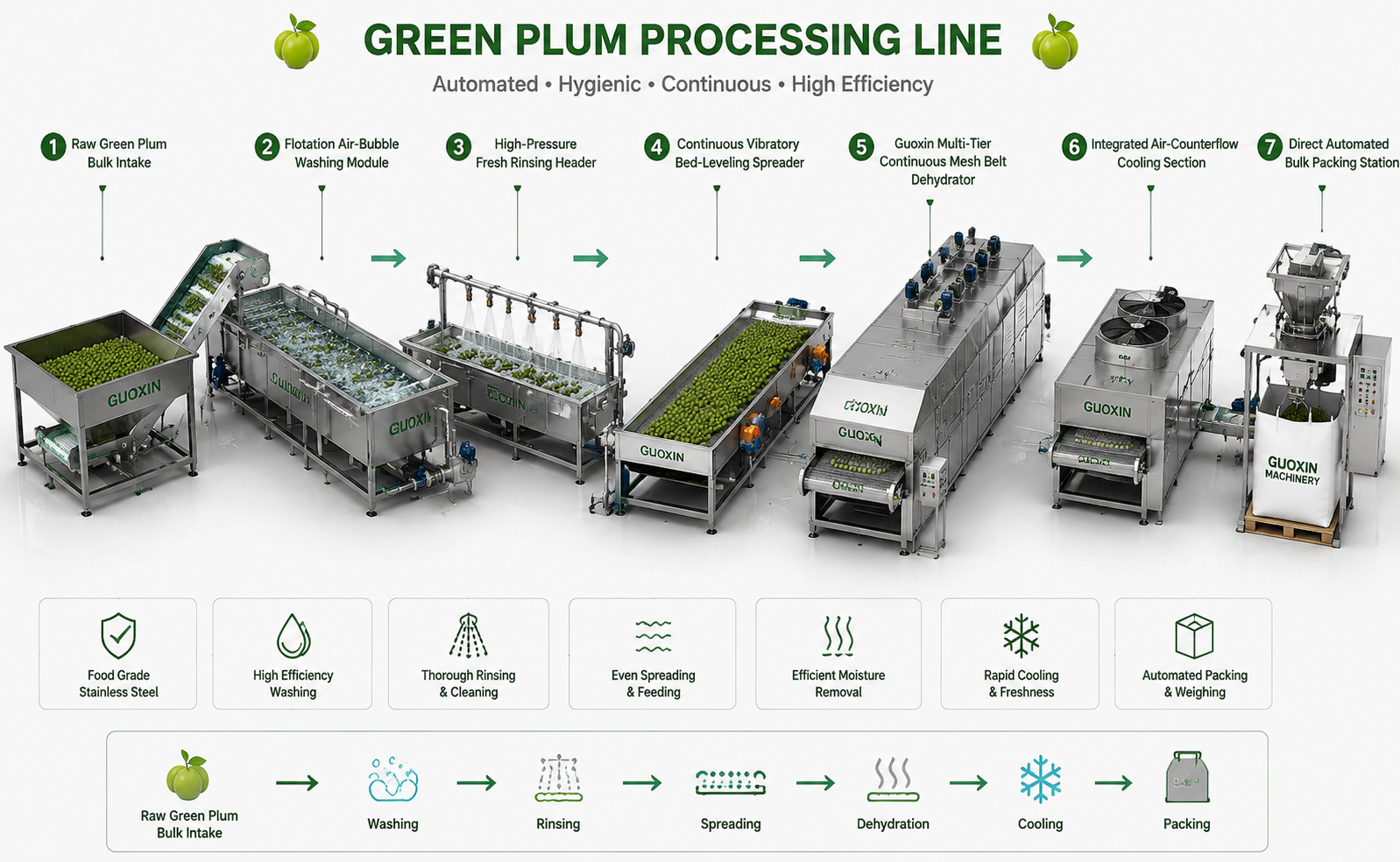
[Raw Green Plum Bulk Intake] → [Flotation Air-Bubble Washing Module] → [High-Pressure Fresh Rinsing Header] → [Continuous Vibratory Bed-Leveling Spreader] → [Guoxin Multi-Tier Continuous Mesh Belt Dehydrator] → [Integrated Air-Counterflow Cooling Section] → [Direct Automated Bulk Packing Station]
The table below outlines specific, verified industrial configurations for Guoxin continuous multi-tier mesh belt plum dehydration systems.
| Technical Parameter | GX-GP-144 Standard Line | GX-GP-205 Guizhou Plant | GX-GP-256 Industrial Complex |
|---|---|---|---|
| Hourly Wet Input Throughput | 1,500 kg/h to 2,500 kg/h | 3,500 kg/h to 5,500 kg/h | 6,500 kg/h to 10,000 kg/h+ |
| Active Conveyor Belt Width | 1,400 mm | 2,000 mm | 2,500 mm |
| Drying Enclosure Tiers | 4 Layers | 5 Layers | 6 Layers |
| Total Enclosure Tunnel Length | 12 Meters | 18 Meters | 26 Meters |
| Primary Thermal Source Options | Natural Gas / Biomass / Steam | Natural Gas / Biomass / Steam | Natural Gas / Steam Boiler Loops |
| Operating Temperature Bounds | 40°C – 80°C ( accuracy) | 40°C – 80°C ( accuracy) | 40°C – 80°C ( accuracy) |
| Conveyor Belt Build Metallurgy | Food-Grade SUS304 Mesh | Food-Grade SUS304 Mesh | Heavy-Duty SUS304 Plate Link |
| Air Circulation Fan Configuration | High-Efficiency Axial Fans | VFD High-Volume Axials | SCADA Integrated Centrifugals |
| Automation Architecture | Central Control PLC Panel | Siemens PLC / Touchscreen HMI | Full Siemens PLC / SCADA Ready |
Q1: How does the system prevent green plums from sticking or clumping on the mesh belt during the sticky sugar-release phase?
A: High-acid, high-sugar fruits like plums release sticky juices as their internal pectins soften under heat. To prevent the fruit from bonding to the conveyor, our lines feature high-tensile SUS304 stainless steel woven mesh belts treated with an elective electropolished food-grade finish. Furthermore, as the plums progress through the dryer, they drop gently from the end of one conveyor tier down to the next. This soft-drop mechanism naturally flips and reposhes every individual plum, breaking up any initial fruit-to-fruit adhesion and ensuring all surfaces receive identical airflow exposure.
Q2: What is the recommended factory layout for passing international food safety and sanitary inspections?
A: To satisfy strict international standards (such as HACCP, BRC, or ISO 22000), the facility layout must enforce a strict physical barrier between the raw receiving and dry packaging zones. The wet washing and rinsing machinery are anchored in the “Wet Processing Zone,” which features dedicated floor drainage. The multi-tier continuous mesh belt dehydrator acts as the sealed technological wall passing through the separation boundary. Because the plums emerge from the continuous cooling section completely dry, stable, and sterile, the discharge gate outputs directly into a positive-pressure “High-Care Packing Zone,” allowing workers to pack the fruit immediately into bulk valve-bags with zero risk of ambient re-contamination.
Q3: What are the verified capital expenditure requirements and ROI payback windows for this automated line?
A: Total initial capital expenditure (CapEx) depends on your required hourly volume, the chosen thermal utility layout (direct natural gas trains vs. biomass gasification systems), and the level of post-drying sorting automation selected. While a continuous conveyor line represents a larger upfront investment than simple static batch drying rooms, it removes significant manual labor costs, allowing a high-capacity facility to run an entire shift with only 2 to 3 operators. Backed by a 45% to 60% reduction in fuel costs and the premium prices commanded by uniform, zero-defect export-grade plums, commercial processors typically achieve full capital investment recovery within 12 to 18 months of plant commissioning.
Q4: How does the system adapt to variables in fruit size and maturity within the same harvest batch?
A: Plum batches frequently contain a mix of sizes and maturity levels, which can lead to uneven drying in non-automated systems. Guoxin counters this variable by embedding inline microwave moisture sensors at the automated leveling feeder and the discharge gate. These sensors stream real-time product data directly to the Siemens PLC. If a batch exhibits higher density or moisture content, the automation software dynamically slows down the conveyor tracking speed via Variable Frequency Drives (VFDs) and modulates the burner’s thermal output, guaranteeing that all plums exit the line at a uniform, pre-set moisture level regardless of initial variations.
Henan Guoxin Machinery collaborates with large-scale fruit processors, agricultural cooperatives, and export brands globally to validate processing parameters before equipment manufacturing begins.

Commercial Durian Dehydration: Preserving Quality with Heat Pump Technology

Milk Powder Drying – Parameters for Consistent Final Moisture and Functional Properties

Dehydrated Vegetables for Instant Noodle Seasoning – Drying Parameters for Consistent Quality in Seasoning Packs

Sun-Dried Tomato Drying – Parameters for Industrial Production of Consistent Tomato Slices

Drying Coffee Beans, Cocoa Nibs and Instant Coffee Powder